Rezeptentwicklung für die Heizpresse – Teil II: Die Grundlagen
 Die Entwicklung eines neuen Verbindungsrezepts für ein Endlosförderband kann ein herausfordernder Prozess sein – vor allem, wenn nicht genügend technische Informationen vorliegen. Erfahrene Förderbandhersteller wissen, dass ein Rezept für ein bestimmtes Band oft bei einem Verbindungspressentyp funktioniert, bei einem anderen jedoch nicht.
Die Entwicklung eines neuen Verbindungsrezepts für ein Endlosförderband kann ein herausfordernder Prozess sein – vor allem, wenn nicht genügend technische Informationen vorliegen. Erfahrene Förderbandhersteller wissen, dass ein Rezept für ein bestimmtes Band oft bei einem Verbindungspressentyp funktioniert, bei einem anderen jedoch nicht.
Da Flexco innerhalb seines globalen Teams über Unmengen von Wissen zu Endlosverbindungen verfügt, kamen wir zu der Ansicht, dass die Entwicklung von Rezepten für Heizpressen das perfekte Thema für einen Blog sein würde. Uns war jedoch klar, dass ein Blog nicht ausreichen würde, um die Grundlagen zu schaffen, also haben wir zwei erstellt – Teil I und Teil II.
Im Blog der letzten Woche haben wir uns darauf konzentriert, wo wir bei der Erstellung einer Rezepts beginnen sollen, mit einem besonderen Fokus darauf, wie sich der Bandtyp auf Ihr Rezept auswirkt. In diesem Blog konzentrieren wir uns auf die Grundlagen der Entwicklung von Rezepten für Bandverbindungen sowie auf andere Werkzeuge und Techniken, die Ihnen helfen, das richtige Band zu bestimmen.
Grundlagen der Entwicklung von Verbindungsrezepten
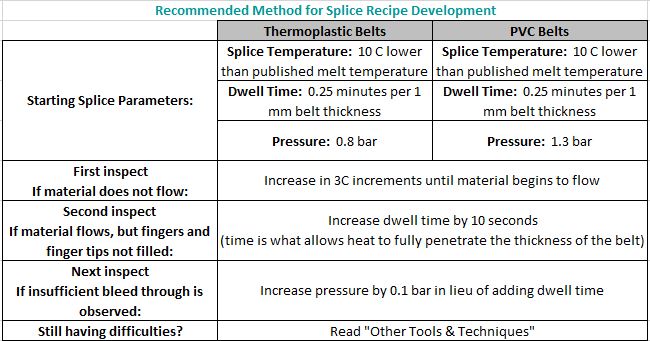
Nachdem Sie Ihren Bandtyp identifiziert haben, bestimmen Sie die drei anderen wichtigen Zutaten in Ihrem Rezept: Temperatur, Druck und Zeit.
- Temperatur: Bestimmen Sie die ideale Verbindungstemperatur. Sie muss hoch genug für die Verflüssigung des Kunststoffs sein, aber achten Sie darauf, dass Sie keine zu hohen Temperaturen programmieren, da dies die Polymerketten beschädigt und die mechanischen Eigenschaften des Bandes deutlich schwächt. Woran erkennen Sie es, wenn das passiert ist? Die Verbindung weist braune Flecken auf der Ober- und/oder Unterseite auf. Diese braunen Flecken sind Vorwarnzeichen für ein vorzeitiges Versagen der Verbindung und Stillstandzeiten.
- Druck: Bestimmen Sie den richtigen Druck, damit sich der Kunststoff bewegt bzw. fließt. Es muss genügend Druck vorhanden sein, sodass sich der Kunststoff bewegt und die Spalte zwischen den Fingern durchgehend schließt. Es darf jedoch nicht zu viel Druck sein, der den Kunststoff in übermäßigem Fluss durch die Finger presst, was zu einem Durchsickern oder schlimmer noch zu einem Auswaschen zwischen den Fingern führt. Idealerweise entsteht eine dünne, durchgehende Linie an den Rändern der Finger. Ein übermäßiges Durchsickern verändert den Reibungskoeffizienten zwischen Band und Förderkomponenten.
- Zeit: Die Bewegung bzw. der Fluss findet nicht in einem Augenblick statt, sodass eine gewisse Zeitspanne nötig ist, bis diese Materialbewegung stattfindet.
All diese Dinge sind miteinander verbunden, was den Prozess der Entwicklung von Verbindungsrezepten erschwert. Wenn zum Beispiel nicht genügend Temperatur vorhanden ist, fließt PVC mit einer langsameren Geschwindigkeit. In diesem Fall kann eine Erhöhung des Drucks und/oder der Haltezeit zu einer akzeptablen Verbindung führen, verstärkt aber das Durchsickern. Eine bevorzugte Alternative wäre, stattdessen die Temperatur zu erhöhen, um die Kunststoffmodule leichter fließen zu lassen.
Andere Werkzeuge und andere Techniken
Selbst wenn Sie alle Ihre Zutaten an Ort und Stelle haben, gibt es noch einige weitere Variablen, die sich auf Ihre Verbindung auswirken können, dazu gehören Vorwärmung, Temperaturschwankungen der oberen und unteren Presse und Verwendung von Folie.
Vorwärmung: Aufgrund der Geschwindigkeit von Schnelldurchlaufpressen kann es Fälle geben, in denen es notwendig ist, die Wärmezufuhr zu verlangsamen, damit die Wärme vollständig durch die Banddicke eindringen und eine einwandfreie Verbindung entstehen kann. Wenn ein Band dicker ist oder ein Profilband mit einer Silikonauflage mit invertiertem Prägemuster ist, kann vor dem Verbinden ein „Vorwärmen“ nötig sein, damit die Wärme durch die gesamte Banddicke dringt.
In gewisser Weise ist das ähnlich wie beim Kochen von gefrorenem Fleisch. Wenn Sie es nicht auftauen lassen, bevor Sie es in den Ofen geben, werden Sie wahrscheinlich feststellen, dass die Außenseite Ihres Fleisches richtig gegart, aber die Innenseite noch roh ist.
Verwenden Sie beim Verbinden von dicken Bändern oder Bändern mit dicken Profilauflagen eine Presse, die auf eine niedrigere Temperatur programmiert und auf dieser einige Minuten gehalten werden kann, damit die Temperatur durch die gesamte Banddicke annähernd bis zur Verbindungstemperatur ansteigen kann. Dies wird als Vorwärmzyklus bezeichnet. Nach Abschluss des Vorwärmzyklus kann die Presse ihre Temperatur erhöhen, um die Verbindungstemperatur zu erreichen und den Zyklus zu beenden, was zu einem korrekten und gleichmäßigen Durchsickern führt und somit eine robuste, fertige Verbindung ergibt.
 Temperaturabweichungen der oberen und unteren Presse: Förderbänder sind typischerweise nicht symmetrisch in ihrer Lagen-Zusammensetzung und es gibt Fälle, in denen unterschiedliche Temperaturen auf die Ober- und Unterplatte angewendet werden sollten. Ein Beispiel wäre ein Band, bei dem die Durchsickerung auf der Unterseite sichtbar ist, die Fingerzwischenräume jedoch nicht ausgefüllt sind. In diesem Fall ist es sinnvoll, die untere Verbindungstemperatur zu senken und die obere Verbindungstemperatur zu erhöhen.
Temperaturabweichungen der oberen und unteren Presse: Förderbänder sind typischerweise nicht symmetrisch in ihrer Lagen-Zusammensetzung und es gibt Fälle, in denen unterschiedliche Temperaturen auf die Ober- und Unterplatte angewendet werden sollten. Ein Beispiel wäre ein Band, bei dem die Durchsickerung auf der Unterseite sichtbar ist, die Fingerzwischenräume jedoch nicht ausgefüllt sind. In diesem Fall ist es sinnvoll, die untere Verbindungstemperatur zu senken und die obere Verbindungstemperatur zu erhöhen.
Ein weiteres Beispiel wären härtere PVC-Formulierungen (z. B. Diamantprofil an der Unterseite des Bandes), die nicht so leicht fließen. Sie benötigen unter Umständen 5–10 Grad C (41–50 Grad F) mehr. Umgekehrtes kann für sehr weiche Formulierungen gelten.
Die Wahl einer Presse, die es dem Anwender ermöglicht, verschiedene Temperaturen für die Ober- und Unterplatte zu programmieren, ist entscheidend. Die Novitool® Aero® Heizpresse von Flexco ermöglicht es Ihnen, dies unter diesen besonderen Umständen zu tun.  zur Anforderung einer Vorführung der Aero-Presse.
zur Anforderung einer Vorführung der Aero-Presse.
Die Verwendung von Folie: In der Regel ist die Verwendung von Folien bei Fingerverbindungen nicht erforderlich, wenn ausreichend Zeit und Aufmerksamkeit auf die Erstellung optimaler Verbindungsparameter verwendet wird. Das Verbinden ohne Folien wird bevorzugt, da die Folie eine zusätzliche Dickenänderung bewirkt und keine zusätzliche Festigkeit bietet. Allerdings gibt es auch Bänder mit extrem dünnen Banddecken und es gibt Fälle, in denen es notwendig ist, Lücken an den Fingerspitzen zu füllen.
Die meisten Bandhersteller verkaufen Folie auf Rollen, aber eine weitere zu berücksichtigende Option ist die Verwendung einer Spaltmaschine, um aus dem Grundbandmaterial eine eigene Folie herzustellen (eine hervorragende Verwendung von Restmaterial). Die Novitool® Ply 130™ Spaltmaschine ist genau das richtige Werkzeug für diesen Job: sie spaltet thermoplastische Bänder zur Herstellung einer Folie auf nur 0,014″ (0,35 mm).
Übung macht den Meister bei der Entwicklung von Verbindungsrezepten
 |
| Bei der Aero® Presse können Sie Rezepte mit einem USB-Stick aus dem Werkzeug exportieren und dann in Ihre Heizpresse übertragen. |
Obwohl einige wissenschaftliche Prinzipien auf die Einstellung von Verbindungsparametern angewendet werden können, denken Sie daran, dass es sich um eine Kunst und nicht um eine Wissenschaft handelt. Es wird ein wenig Ausprobieren erfordern, aber die Bediener sollten in der Lage sein, mit einem guten Ausgangspunkt zu beginnen und dann methodisch daran arbeiten, die optimale Verbindung herzustellen. Denken Sie daran, dass Temperatur, Zeit und Druck im Anschluss immer hinzugefügt, aber nie entfernt werden können. Die gute Nachricht ist, dass Sie die einmal erstellten Verbindungsparameter zur späteren Verwendung speichern können. Die Aero-Presse verfügt sogar über ein Rezeptverwaltungstool, mit dem Sie mehr als 1000 Rezepte von verschiedenen Werkzeugen und Standorten aus speichern können.
Autor: Michelle Graves
Graves verwaltet das gesamte globale Geschäft, Marktpläne, den technischen Support und alle Aktivitäten auf dem Förderbandmarkt für leichte Beanspruchung für die Produktlinie Novitool®, darunter die Entwicklung neuer Produkte, Marktanalyse und globale Strategie. Graves hat einen Bachelor-Abschluss vom Albion College sowie einen Master der Grand Valley State University.

Subscribe to the Flexco Blog
Verwandte Blogs
Veröffentlichungsdatum
January 08, 2019Produktgruppe
- Endlosverbindungssysteme
Probleme
- Stillstandzeiten
- Verbindungskonsistenz
- Wartung