Rezeptentwicklung für die Heizpresse – Teil I: Was Sie wissen müssen
Bei Endlosverbindungen werden uns am häufigsten Fragen zur Rezeptverwaltung gestellt – insbesondere „Wie entwickle ich ein neues Rezept“ oder „Woher weiß ich, wann ich den richtigen Druck für den von mir verwendeten Bandtyp habe“ oder „Soll ich meine Temperatur erhöhen oder senken, wenn meine Spitzen nicht gefüllt sind“?
Wir haben uns entschieden, dass ein Blog die perfekte Lösung ist, um einige dieser Fragen mit richtigen Rezepttipps zu beantworten. Nur kann das nicht alles in einem Blog behandelt werden. Deshalb möchte ich mich diese Woche auf die ersten Schritte konzentrieren und darauf, wie sich Ihr Bandtyp auf Ihr Rezept auswirkt.
Wo fangen Sie an?
Seien wir ehrlich ... die Entwicklung eines neuen Verbindungsrezepts für ein Endlosförderband kann ein herausfordernder Prozess sein – vor allem, wenn nicht genügend technische Informationen vorliegen. Erfahrene Förderbandhersteller wissen, dass ein Rezept für ein bestimmtes Band oft bei einem Verbindungspressentyp funktioniert, bei einem anderen jedoch nicht.
Viele Förderbandhersteller stellen technische Datenblätter zur Verfügung, diese Richtlinien berücksichtigen jedoch oft nicht alle in der Industrie eingesetzten Heizpressen. In solchen Situationen kann ein bewährter und methodischer Ansatz zur Entwicklung eines Endlos-Verbindungsrezepts viel Zeit und Geld sparen und gleichzeitig die Verbindungsqualität optimieren.
Verbindungsrezept-Variablen
Die gute Nachricht ist, dass es bei der Entwicklung eines Heizpressenrezepts für einen neuen Förderbandtyp nicht nur eine richtige Antwort gibt. Verschiedene Kombinationen von Temperatur, Druck und Haltezeit können verwendet werden, um ähnliche Verbindungsqualitäten zu erreichen. Wenn Sie jedoch wissen, wo Sie beginnen müssen und wie Sie Probleme der Verbindungsergebnisse beheben, können Sie die richtigen Anpassungen der Verbindungsparameter vornehmen, um schnell die optimale Verbindungsrezeptur zu finden.
 |
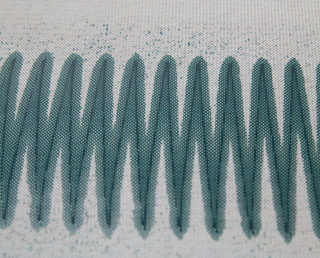 |
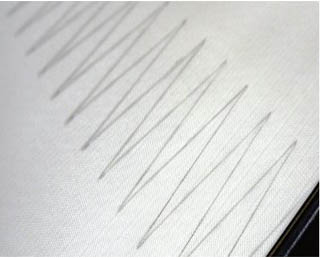
| Angemessenes Durchsickern | Übermäßiges Durchsickern |
Beginnen wir mit einem häufig auftretenden Beispiel:
Sie stellen fest, dass die Fingerspitzen in einer Endlosverbindung nicht gefüllt sind, obwohl der Kunststoff auf der Rückseite des Bandes durchgesickert ist. Sollte die Verbindungstemperatur erhöht oder die Druckeinstellung verringert werden oder beides zusammen? Wie sieht es mit der Haltezeit aus? Sollte sie erhöht oder verringert werden? Möglicherweise sollte eine Vorwärmung verwendet werden, oder vielleicht sollte die Temperatur der oberen Platte erhöht und die untere Temperatur gesenkt werden?
Dies sind die primären Eingabevariablen, die die Bandverbindungstechniker berücksichtigen, wenn sie ihre Erfahrungen nutzen, um eine funktionierende Verbindungsrezeptur zu erstellen – aber es gibt noch andere Faktoren, die berücksichtigt werden müssen. Wir werden diese hier besprechen und fangen mit dem zu verbindenden Bandtyp an.
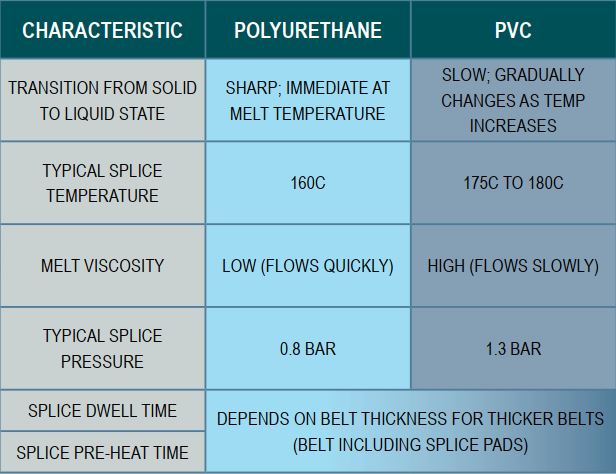
PVC und Polyurethan – Ihre unterschiedliche Verarbeitung
Der Bandtyp ist eine wichtige zu berücksichtigende Komponente bei der Entwicklung Ihres Verbindungsrezepts, da jedes Band anders auf Hitze reagiert. PVC geht beispielsweise langsamer von einem festen in einen flüssigen Zustand über als Polyurethan (oder TPU). Häufig verwenden Techniker fälschlicherweise einen zu hohen Verbindungsdruck – anstatt die Verbindungstemperatur zu erhöhen – was zu Defekten und ungleichmäßiger Verbindungsqualität bei gleichem Band und gleicher Rezeptur führen kann. In vielen Fällen kann die ideale Endlosverbindung erreicht werden, indem die Verbindungstemperatur für PVC-Bänder erhöht und der Verbindungsdruck verringert wird. Diese beiden einfachen Einstellungen können diese Schwankungen in der Verbindungsqualität, die durch den ansonsten angewandten übermäßigen Druck verursacht werden, erheblich reduzieren.
Ein weiterer wichtiger Unterschied ist die Schmelzviskosität, d. h. die Geschwindigkeit, mit der der Kunststoff bei einer bestimmten Temperatur fließt. Polyurethan hat eine niedrigere Viskosität als PVC, also fließt es leichter als PVC. Ein Vergleich dazu ist, dass flüssiges Polyurethan wie Wasser fließt, während PVC wie Melasse fließt. Dadurch wird beim Verbinden von Polyurethanbändern weniger Druck benötigt. Im Allgemeinen erfordert ein Polyurethanband also eine niedrigere Verbindungstemperatur und einen niedrigeren Druck als ein PVC-Band.
Nächste Woche werden wir uns auf die Grundlagen der Rezeptentwicklung für die Bandverbindung konzentrieren – Temperatur, Druck und Zeit – und welche Rolle sie beim Erreichen einer robusten, gleichmäßigen Endlosverbindung spielen. Bleiben Sie dran!
Autor: Michelle Graves
Graves verwaltet das gesamte globale Geschäft, Marktpläne, den technischen Support und alle Aktivitäten auf dem Förderbandmarkt für leichte Beanspruchung für die Produktlinie Novitool®, darunter die Entwicklung neuer Produkte, Marktanalyse und globale Strategie. Graves hat einen Bachelor-Abschluss vom Albion College sowie einen Master der Grand Valley State University.

Subscribe to the Flexco Blog
Verwandte Blogs
Veröffentlichungsdatum
January 04, 2019Produktgruppe
- Endlosverbindungssysteme